
改訂新版 世界大百科事典 「精密鋳造」の意味・わかりやすい解説
精密鋳造 (せいみつちゅうぞう)
precision casting
鋳型に金型を使用せずに,普通の砂型鋳造よりはるかに寸法精度の高い鋳物を作る方法。インベストメント法(インベストメントキャスティング),セラミックモールド法,プラスターモールド法などがある。
インベストメント法investmentcasting
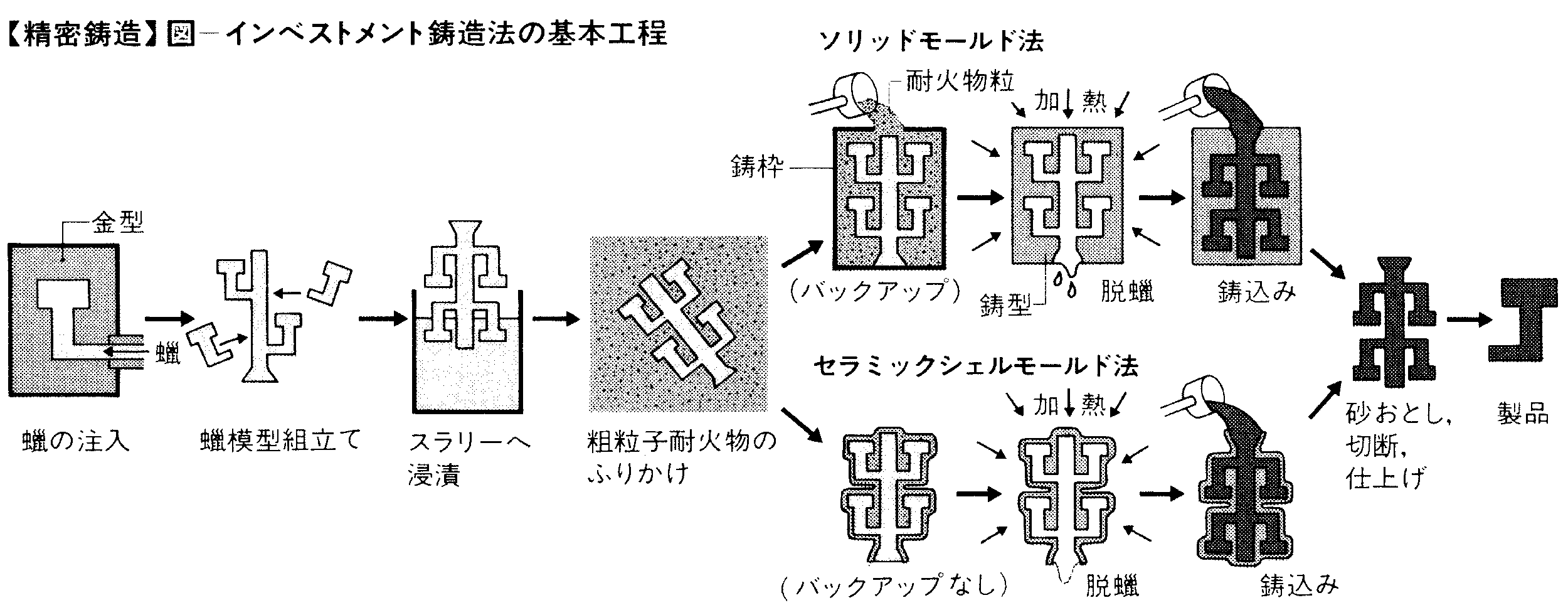
ロストワックス法lost-wax processともいう。大別すると,ソリッドモールド法と,これを改良したセラミックシェルモールド法がある。それぞれの方法の過程は次のようである(図参照)。
(1)ソリッドモールド法solid molding (a)鋳造したい形状と相似な寸法の模型を,蠟または類似な材料で作る。実際には,製造過程における材料の熱的な膨張・収縮を考慮して寸法を決める。(b)その模型の表面を,微粒子耐火物と粘結剤とを混合した泥状のスラリーで覆う。(c)乾燥しないうちに粗粒子耐火物をふりかける。(d)これを乾燥して鋳枠におさめ,粘結剤と混練した耐火物粒をそのまわりに充てんした後,乾燥する。(e)加熱して蠟模型を溶出させる(脱蠟)。(f)鋳型を焼成する。(g)鋳型を高温状態に保ったまま溶融金属を鋳込む。(h)砂おとし,仕上げをする。
(2)セラミックシェルモールド法ceramic shell molding (1)と同様に(a)~(c)を行う。(d)これを乾燥し,粘結剤と混練した耐火物粒で被覆し乾燥するという操作を繰り返して,被覆を所要の厚みにする。(1)と同様に(e)~(h)を行う。セラミックシェルモールド法は,ソリッドモールド法に比べて寸法精度がさらに良好で,鋳ばりもほとんど発生しない。
インベストメント法では,蠟模型を成形するための金型を作るために,主模型(マスターパターン)をまず製作する。主模型の材質は一般に,アルミニウム合金,銅合金,銅めっきした鋼,ステンレス鋼などで,主模型の寸法は,蠟模型の収縮,鋳型の膨張,鋳造金属の収縮を考慮して決定される。蠟模型成形用金型は,主模型をもとにして低融点合金を流し込むか吹き付けて作られるが,機械加工によって作られるものもある。低融点合金として使われるもののおもな成分は,ビスマス,鉛,スズ,カドミウム,アンチモンである。機械加工金型は鋼製またはアルミニウム合金製である。蠟模型の成形に使われるのはインジェクションマシンがほとんどで,このノズルに金型注入口をセットして,蠟を圧入する。注入圧は通常10kgf/cm2程度である。寸法を安定させるため,蠟模型は恒温室で製作される。
中空の鋳物の製造には,蠟模型の段階で中空体にしておく場合と,セラミックス製の中子(セラミックコア)を使用する場合がある。中空の蠟模型は,金型中子または水溶性の中子(ソルブルワックスコア)を用いて製作される。中空部分の形状が単純なものは,蠟を注入する金型の中に金属中子を固定しておき,蠟模型を取り出す際に抜き取る。中空部分が複雑な形状のときは,あらかじめ中空部分を水溶性の中子として製作し,蠟模型成形の際に金型内に固定して,中子を含んだままできた蠟模型を水中に入れて中子を溶出する。セラミックコアは,アルミナ,ジルコン,チタン酸バリウム,溶融石英などの骨材を,ケイ酸エチル,コロイドケイ酸,熱可塑性樹脂,熱硬化性樹脂などの粘結剤と混合し,成形後焼成して作る。セラミックコアは,鋳物中に含まれたまま取り出され,のち約500℃の溶融苛性ソーダ中に浸漬して溶出される。
蠟模型にスラリーをコーティングしたのち,乾燥,脱蠟,焼成して鋳型ができるが,この鋳型に溶融金属を鋳込む実際の方法としては,重力鋳造法,反転加圧鋳造法,吸引鋳造法,遠心鋳造法が行われてきた。最近では,溶融金属を真空中で鋳型内に吸い上げる方式のCLAプロセス,さらに,金属を真空中で溶解後,アルゴン雰囲気中で吸引鋳造するCLVプロセスが開発され,実用されはじめた。従来の方法では肉厚が0.5mm程度の鋳物が薄肉の限界であったが,これらのプロセスでは0.3mm程度の肉厚の鋳物が容易にできる。また,CLAプロセス,CLVプロセスは,製品とならない流れの部分を凝固させずに溶解炉に戻すことができるので,歩留りが飛躍的に向上する。
インベストメント鋳造品は,極度の高性能と高信頼性の要求される航空宇宙産業と,大量生産の要求される一般機械産業で使用されている。鋳造品の重量は,一般には10kg程度以下であるが,最大では100kg程度の製品も作られている。
セラミックモールド法 ceramic molding
セラミックモールドは焼成鋳型の総称で,鋳型の製造方法によってさまざまな名称で分類されている。本法の原型となったショープロセスShaw processは,1952年以前にイギリスのショー兄弟(Noel Shaw,Clifford Shaw)によって,考古学上の遺跡の複製方法としてその原理が考案された。これを工業的に開発したものがコンポジットショープロセスで,日本へは57年に導入された。ユニカストプロセスは,59年にアメリカにユニカスト開発社が創設されて以来,ショープロセスを発展的に開発した方法として,現在世界各国に広く普及している。CMプロセスおよびHFCプロセスは,日本で開発された方法である。以上で述べた各種のプロセスのうち,日本で普及しているのは,コンポジットショープロセス,ユニカストプロセス,CMプロセス,HFCプロセスの四つの方法である。
セラミックモールドに用いられる流動性のよい鋳型材料は,フィラーと呼ばれる鋳型砂(耐火物)と粘結剤とを混合してスラリーとしたものである。フィラーは,スラリーに要求される性質や,スラリーの使用方法によって種類が選ばれる。セラミックモールドは,一般の砂型に対し,同一材料を鋳込んだ場合その収縮が約20%少ないといわれている。鋳込金属の種類に制約はないが,鉄系とくに高融点合金の鋳造に非常に適している。インベストメント鋳造と比較して,大きな鋳物,肉厚物ができることや,数のうえでは少量生産への適用がよいなどの特徴があり,各種金型類,羽根物,工具類,美術工芸品,特殊な機械部品などの生産に応用されている。鋳造できる最小の肉厚は1.0mm程度までである。
プラスターモールド法 plaster molding
プラスターモールド法は,セッコウ鋳型を使用する精密鋳造で,アルミニウム合金や亜鉛合金,さらに一部では銅合金などの比較的低融点の合金の鋳造に適用が限られている。
鋳型用セッコウは,焼セッコウ(主成分 α-CaSO4・1/2H2O)に種々の添加剤を配合して使用している。模型材としては,金属,木,樹脂,ゴムが使用されている。鋳型と品物を分離する離型剤には,ワセリン,ケロシンで溶解したステアリン酸,シリコーングリース,またはパラフィン系のものが使用されている。プラスターモールド法の全工程中で最も重要なのは乾燥であるが,急激な加熱は鋳型の割れや反りの原因となるので,乾燥が最も長時間の工程になる。
プラスターモールドによる加圧鋳造は,溶融金属と鋳型との間に発生するガス圧を,溶融金属の加圧によって抑え,鋳型の通気度の悪さを補って金属の流れをよくする方法で,0.2~0.8kgf/cm2の空気圧が完全に凝固するまでの間加えられる。また,これとは逆に鋳型外面から吸引する減圧鋳造法も一部で行われている。発泡セッコウによるプラスターモールドは,熱伝導が悪いため,鋳込まれた金属の凝固速度が非常に遅くなる欠点があるが,鋳型の通気性はよい。プラスターモールドによるインベストメント鋳造法は,歯科用から発達して貴金属の装飾品などの鋳造にも用いられるようになった。自動車のターボチャージャー用部品として使われるアルミニウム合金は,プラスターモールド法で製造されている。
執筆者:梅田 高照
出典 株式会社平凡社「改訂新版 世界大百科事典」改訂新版 世界大百科事典について 情報