
翻訳|shipbuilding
精選版 日本国語大辞典 「造船」の意味・読み・例文・類語
ぞう‐せん ザウ‥【造船】
〘名〙 船舶を設計し、建造すること。
※久坂玄瑞宛吉田松陰書簡‐安政五年(1858)六月二八日「棟梁藤井勝之進一昨日来話、造船の事大分手に入たる話」
※文明論之概略(1875)〈福沢諭吉〉五「国民に造船を禁じ、大名に城普請を止めたるは、戦勝て敵国の台場を毀つに異ならず」 〔晉書‐吾彦伝〕
出典 精選版 日本国語大辞典精選版 日本国語大辞典について 情報
日本大百科全書(ニッポニカ) 「造船」の意味・わかりやすい解説
造船
ぞうせん
shipbuilding
船をつくる作業のことで、概略設計に始まり艤装(ぎそう)の完了までをいう。船は、住宅やホテルのように、多数の乗客や乗組員が長い間生活する施設である。また大量の貨物や乗員を運ぶために、工場のような動力装置を備えている。限られたスペースの中にホテルと工場の二つの機能を共存させている「浮かぶ町」ともいうべき総合的なシステムである。しかも海上での自然の猛威に対抗する安全性と性能が要求され、設計、工作、進水、試運転などの各工程に綿密な計画と優れた技術が必要である。船は、航路や港湾の事情、積み荷の種類などに応じて、一隻ごとに仕様が違う一品ずつの注文生産である。注文から完成までに約1年間から、船によっては2、3年間が必要である。
[森田知治]
造船の歴史
木造船の時代
人類は紀元前5000年ごろから船を使っていた。太古の船は筏(いかだ)、丸木舟、皮舟などで、地域ごとに利用しやすい材料でつくられた。エジプトのナイル川に茂るパピルスを束ねて組み合わせた筏状の葦(あし)舟は古代の壁画にも描かれ、現在でも使われている。木の枝などの枠に動物の皮を張った皮舟も、いまなお揚子江(ようすこう)上流にみられる。天然の木を板に加工できるようになると、板を継ぎ合わせてより大きい船をつくるようになった。接合は植物のつるや紐(ひも)での縫合か、釘(くぎ)や木栓での固着が用いられた。遺物として、前3000年ごろのエジプトの王墓から、数枚の板材で組み合わせられた長さ約10メートルの木船が発掘されている。
その後、フェニキアの交易船、ギリシアやローマの軍船、バイキングの船、大航海時代の船などを経て、19世紀中ごろまで、数千年は木船の時代が続いた。木船は接合のための釘類のほかは金属を使わないので構造的に弱く、大航海時代の航洋船でも数百総トン程度の大きさだった。19世紀になって、鉄材が甲板と外板の接合部などに局部的に使われるようになると、2000総トンから3000総トンの木船がつくられるようになった。世界最大の木船は、1857年にアメリカで建造された4145総トンのアドリアチック号といわれている。
[森田知治]
鋼船までの過渡期
18世紀の末に鉄材や鉄板が大量に安く供給されるようになると、鉄船がつくられだした。蒸気機関の出現や大型化の要求に、木船では対応できなくなったのである。しかし、鉄が磁気コンパスを狂わせたり、船底に貝や海藻類が付着して速力を低下させるなどの欠点から、普及が遅れていた。1830年代にコンパスの近くに数個の磁石を置いて鉄の影響を防ぐ磁差修正法が発見されてからは、多くの鉄船が建造されるようになった。1858年イギリスでつくられたグレート・イースタン号は、長さ207メートル、1万8914総トンの巨船だったが、あまりにも大きすぎて進水途中で船体が止まってしまうなど建造当初からトラブルが多く、運航の実績も芳しくなかった。ほかの鉄船が5000トン前後までだった当時の造船技術の水準としては過ぎた大きさだったといえるだろう。
船底に付着する貝や海藻による速力の低下は、ドックで清掃する回数を増やすことのできない東洋方面などの航路には大きな障害だった。そこで鉄船と並んで登場したのが被覆船と木鉄交造船である。
木船では、水線下に付着する生物に対して毒性のある銅板、黄銅板を張ることが行われていた。しかし鉄船では、鉄とこれらの金属板が海中で電池作用をおこして鉄を急速に腐食させる。そこで鉄の上に絶縁体としての木、さらにその上に銅や黄銅を張った被覆船が、多くは軍艦として建造された。また、肋骨(ろっこつ)、梁(はり)材、柱材、縦通材(じゅうつうざい)などの主要な構造材として鉄材を使った木鉄交造船も、クリッパーや東洋航路の商船として使われた。
鉄船は1890年ごろを境に、急激に鋼船に席を譲ったが、構造上現在の船の原型をつくりあげている。梁材による甲板、肋骨による外板の補強、二重船底などは鉄船に用いられた方法である。船側の二重構造や縦式構造は、それぞれコンテナ船や1960年以降の大型船の構造に発展した。また、船台上でキールや船底外板からしだいに上方へリベットで結合してゆく建造法も鋼船に受け継がれて、1950年ごろまで続けられた。
[森田知治]
鋼船と高張力鋼船
製鋼法の進歩によって19世紀のなかば過ぎから鋼船の建造が始まった。鋼材は、鉄の八割の量で同じ強度を得ることができた。さらに20世紀の初めからは、軍艦や巨船はその船体の一部に、軟鋼に比べて50%も引張り強さの優れた高張力鋼を使用するようになった。大西洋航路を中心に展開された豪華マンモス客船の競合には、船体材料の進歩が大きく貢献している。しかし、造船の技術や方法は、第二次世界大戦後まで、鉄船時代と根本的な差異がない。
[森田知治]
第二次大戦後の変革
第二次大戦後の造船技術の発展は目覚ましい。50万重量トンを超える巨大タンカー、戦前の豪華客船なみの速力のコンテナ船、自動車専用船、液化ガス運搬船など、用途に応じて能力を最大限に発揮する新しい船が相次いで建造されてきた。これを可能にした技術革新の主要なものに、鋼材の電気溶接とブロック建造法がある。
電気溶接は第二次大戦以前から部分的に使われていたが、信頼性が低く日本ではほとんど実用化されなかった。アメリカでは戦時中に採用し、約5000隻の戦時標準船を建造したが、そのうち約1000隻に甲板や船底が大きく破断するなどの構造上の事故が多発した。第二次大戦後、工程の短縮、重量の軽減などのために各国で溶接船がつくられるようになったが、相変わらず事故が続いた。リベット接合では割れが隣の板まで広がることは少ないが、溶接では鋼板どうしが一枚のように結合されているので、溶接時の小さな傷や、構造上の欠陥などで生じた亀裂(きれつ)が次々と波及して脆性(ぜいせい)破壊をおこすのである。その後、各国で溶接法、鋼材、溶接棒の改良が進み、1950年代の初めには脆性破壊の問題は解決された。
電気溶接の信頼性が確立されたことにより、1960年ごろから、船体をいくつかのブロックに分けて組み立てておき、船台に運んで溶接し船体を完成するブロック建造法が開発された。それまでの建造法では、船台上にキールを置き、その左右に船底外板を接合してゆくとともに内側へ肋骨を取り付ける。両舷(りょうげん)で上へ伸ばした肋骨の上端を梁材でつなぎ、その枠組みに外板や甲板を張っていった。狭く高い場所での手作業、組立て手順の管理、多種類の材料の運搬など、多くの労力と時間を要する生産性の低い建造法だった。ブロック建造法では、各ブロックを足場のよい組立定盤(じょうばん)の上で溶接してゆくので、能率も精度も向上する。ブロックの運搬にはクレーン、トレーラーなどの専用器具を効率的に使用できる。船台上のブロック接合には自動溶接機を使える部分が多い。家屋のプレハブ工法に似ているが、造船の場合は建築以上の効果があり、リベット時代の建造法の非能率性は一挙に克服された。
[森田知治]
造船の工程
引合と契約
船主が、建造しようとする船の載貨重量、旅客数、速力その他の条件を指定して、造船所に概略設計と価格の見積りを依頼するのを引合という。設計の第一歩は主要寸法、つまり船の長さ、幅、深さの概略値の推定である。普通、船主の要求に近い既存の船を参考にする。次に要求速度を確保できる主機関の馬力、および船型の基本要素を定める。そのほかの船主の要求事項や、強度、復原性などの性能を考慮して、もっとも経済的な主要寸法を選び出す。設計作業は試行錯誤の連続で、一つでも満足できない事項があれば、主要寸法、主機関の馬力などの修正を繰り返しながら設計精度をあげてゆく。これと並行して3種類の基本図面を作成する。貨物倉、居住区域、機関室、諸設備などの配置を側面図と各甲板平面図で示した「一般配置図」、船体の外形をそれぞれ多数の横断面・縦断面・水平断面で表した「線図」、同じく3種類の断面に、外板、甲板、肋骨(ろっこつ)、梁(はり)材などの厚さや大きさを示した中央断面図と鋼材配置図からなる「構造図」の3種である。設計過程で頻繁に船主との協議が行われ、性能、船価、納期などの合意が得られれば仕様書が作成されて契約となる。船主によってはこれまでの段階を設計会社に委託したり自社で行って、入札で請負造船所を決めることもある。また作業内容も、ごく大まかな船価を算出するために、主要寸法、主機馬力などを推定する程度から、3種類の基本図面を完成するまでの種々の形態があって、見積り設計、初期設計とよばれる。
[森田知治]
設計の展開
初期設計では船価を算定するための最小限度の検討しかされていないので、詳細な計算、実績船のデータとの照合が行われる。工事用図面の作成までの作業の開始である。線図が確定していなければ大きな図面をつくって細部を検討する。新しい船型で、模型による水槽試験が必要な場合もある。さらに、外板展開図、荷役装置図、舵(かじ)構造図、機関室全体配置図、軸系およびプロペラ図、諸管系統図、電路系統図など多くの基本となる図面がつくられ、乾舷(かんげん)計算書、総トン数計算書、馬力計算書、電力計算書なども作成される。これに基づいて船体各部の肋骨、梁材、板材などの組立て法や、主機関、発電機、減速機などの据え付け方を指示する工事用図面が書かれる。また、船体をどのようなブロックに分割し、どんな順序で船台へ運べば効率がよいかの検討を経て、小組立要領図、大組立要領図、船台搭載要領図などを作成する。設計作業とともに、鋼材や主機関をはじめ多数の機器、装置類が適切な時期に確実に納入されるよう各メーカーへの発注計画をたてることも重要な作業である。
[森田知治]
鋼材の加工
鋼板や形鋼は立体的に組み立てることのできる平面形状に切断する。その形状を現図に描き、罫書(けがき)作業によって材料に転写する。従来は、広い木製の床に実物大の展開図を描き、寸法表や型紙、木製の実物大模型などを使って、人手による罫書作業が行われていたので、精度を確保するには高い熟練と多くの労力、時間が必要だった。1960年代になって、10分の1に縮尺した現図を、感光剤を塗った鋼板に投影して転写する電子写真罫書法が開発された。続いて、現図を数値化してガス切断機を自動的に動かす数値制御(NC)方式も実現した。最近はコンピュータやロボット技術の発展によって、線図から現図、NC加工の工程が連続的に行われ、能力と精度は著しく向上している。
[森田知治]
船殻工事
造船工事は、船体をつくる船殻(せんかく)工事と、主機関ほかの機械や設備を取り付ける艤装(ぎそう)工事とに大別される。船殻工事の大半は鋼材の溶接、組立てと運搬作業である。罫書、切断された鋼材は、機械加工で穴をあけたり曲げたりされて小組立場へ送られ、ブロック組立ての際に取り扱いやすい形と大きさにまで組み立てられる。小組立場でのできあがり重量は数トンから20トンぐらいである。工程の大部分は溶接で、工場内に固定した定盤(じょうばん)の上で行い、天井走行クレーンなどの装置や器具が使われる。小組立場で扱う多くの部材を、すべて狭く足場の悪い船台に運び、組み立てていた従来の建造法に比べて、能率、精度、安全性ともに大幅に向上した。小組立てを終えた部材は、トレーラーや専用の運搬装置で大組立場へ運ばれ、船台に搭載するブロックにまとめられる。ブロックの大きさは船の種類や大きさにもよるが、普通は100トンから200トン程度である。ブロックが大きければ大きいほど船台上での作業が減り能率が向上する。搭載用クレーンが大きく、大組立場が広い場合には600トンぐらいのブロックの搭載も可能である。ブロックの分け方は、かならずしも貨物倉とか機関室などの用途別ではなく、建造工程が効率的であることが基準である。大組立工程も大部分が溶接作業で、厚板を1回で溶接できる自動溶接、裏側を溶接しないでもすむ片面自動溶接など各種の自動溶接が駆使されて能率をあげている。船台上に搭載されるブロックは、大型船では数百個にも上り、正確な船体に仕上げるための位置決めは、トランシットやレーザー計測装置によって精密に行われる。位置決めには溶接による収縮や変形も考慮しなければならない。また、推進軸や舵軸を正確に中心線に保つには、進水後の船体の変形も予測する必要があり、各造船所独特のノウハウの蓄積によって初めて可能になる。
[森田知治]
艤装工事
船殻工事が終わって進水した船体は、艤装岸壁に係留される。艤装工事は船体艤装、機関艤装、電気艤装に大別される。船体艤装は、操舵(そうだ)装置、航海計器、揚錨(ようびょう)機などの係船装置、荷役装置、救命設備、通風・空気調整装置、消火装置、諸管装置、居住区設備などを取り付け、塗装と防食を行う工事である。機関艤装は、主機関、ボイラーなど機関室内の機器、機関関係の管系統、推進軸と軸受、プロペラなどの取り付け作業である。電気艤装は電線やスイッチ類、電気機器の取り付け作業である。主機関などの重量物は、船台での建造の場合、進水重量を軽くするために進水後に据え付けられるが、舵、プロペラ、推進軸など進水後には作業できない部分や、進水時に必要な係船装置などは進水前に取り付けられる。従来の艤装工事はほとんどが進水後だったが、ブロック建造の場合には、配管、通風トランク、電線導板などを各ブロックに組み込んだり、浴室、調理室、洗濯室などを一つのユニットとしてブロックに装備して船台に搭載する方法が採用されている。艤装工事もブロック建造方式によって飛躍的に工期の短縮、経費の節減、品質の向上が可能になっている。
[森田知治]
試験・検査
船は、船舶安全法、電波法、海上衝突予防法など多くの法律や関連する法令が定める試験・検査に合格する必要がある。また、船級協会に登録するには所定の試験・検査にも合格しなければならない。自動車や航空機は型式として合格すればよいのだが、船は1隻ごとである。着工前にも鋼材ほかの指定された材料について各種の材料試験がある。工事の各過程でも、タンク完成時の水圧試験のように、所定の時期にその工事についての試験や検査が行われる。各メーカーからの購入品の重要なものは、造船所側も立ち会って、寸法、性能の確認のうえ納入される。建造工事がほぼ完了する時期に、船の重量と重心位置を測定する重心査定試験がある。海上試運転の前には、船を岸壁に係留したまま主機関をごく低出力で運転する係留運転が行われる。これは、個々に陸上で試運転や検査を終わっている主機関、推進軸、プロペラなどが一連の推進装置として異状がないことを確認するためである。
海上試運転は、海上を実際に走ってみて、速力などの性能が契約や設計どおりになっているかどうかの試験である。船主、監督官庁、船級協会などの関係者が立ち会って、公式な試験成績が記録される。速力試験、旋回力試験、前進惰力試験、操舵試験、主機始動試験などが行われ、磁気コンパス、ジャイロコンパス、無線機器、測深機などの航海計器類の作動状況も確認される。試運転が終わると最後の仕上げ工事を行い、主機関やボイラーなどを分解、点検する。試運転終了後10日前後で船は船主に引き渡されることになる。
[森田知治]
『上野喜一郎著『船の世界史』(1980・舵社)』▽『造船テキスト研究会著『商船設計の基礎』改訂版(1982・成山堂書店)』▽『全国造船教育研究会編『造船工学』(1975・海文堂出版)』▽『上野喜一郎著『船の知識』(1962・海文堂出版)』
[参照項目] | | | | | |
改訂新版 世界大百科事典 「造船」の意味・わかりやすい解説
造船 (ぞうせん)
shipbuilding
船を建造する技術およびその業務をいう。船はそれ自身が浮かぶ独立した社会であり,安全かつ経済的に乗客や荷物を積んで運ばなくてはならない。このために非常に多くの材料と部品によって複雑に構成されており,これを短期間に効率的に建造するのが現代の造船工法である。船をつくるには造船だけでなく,製鉄,機械,電機などあらゆる分野の工業力を結集する必要がある。
設計
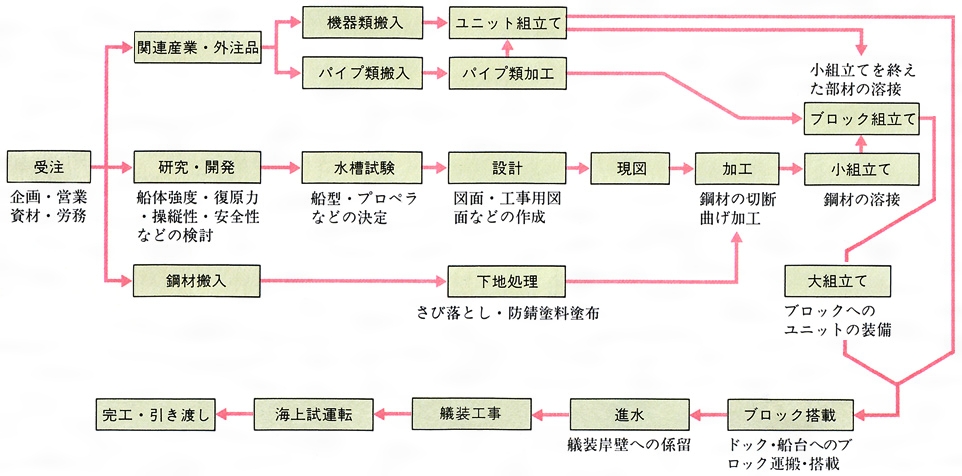
船は一般に,自動車や飛行機などとは異なり,戦時などを除けばまったく同一のものを大量につくることはまれであって,1隻1隻船主が造船所に注文して建造される。船主の要求する基本条件(大きさ,速さなど)に対し各造船所が見積りを出し,船主は価格,引渡日,仕様を検討したうえで安くて信頼のおける造船所に発注をする。発注を受けると,造船所では船主の要求(大きさ,速度,貨物の種類・旅客定員,荷役装置,航路など)に従って船の寸法,船型,機関などの主要な仕様を決める基本設計が行われる。基本設計は船の性能を決めるうえで重要なものであり,最新の技術と経験に基づいて行われ,船の長さや幅,深さの主要寸法は,一般には従来建造された同種同形の船のデータを参考として決定される場合が多い。また船型は船型試験水槽による模型実験に基づいて,所定の機関出力で要求される速度が出せる最適の型が選ばれる。仕様が船主に承認されると船殻,甲板,居住区,機関,電気など各分野に分かれて部分部分の機能図と工作図をつくる詳細設計が開始され,同時にこの段階で,必要な鋼材や機器類をすべて集計してコストの確認をするとともにそれぞれの材料の発注依頼が行われる。
船体の建造
このように設計段階で計上された資材は購買部門でおのおの適切な製造者を選び発注され,さらに必要なときに入荷するよう管理される。鋼材はまず歪取りと下地処理(錆落しとプライマー塗装)が施され,次に必要とする各部材の形状に切断するために,その形状の図面を投影してなぞったり,あるいは写真技法で焼き付ける罫書(けがき)が行われる。最近では罫書をせず,数値制御を利用して直接切断を行う場合も多い。鋼材はまた必要に応じてプレス,ベンダーなどで,あるいは複雑な曲線の場合は加熱によって曲げられる。加工が終わった部材は組み合わせられ,溶接によって船体を構成するブロックに組み立てられていく。この組立工程は,取り扱うブロックの大きさによって小組立て,中組立て,大組立て,総組立てに分けられ,徐々に大きなブロックとしていくが,ドック(建造ドック)または船台近くで行われる総組立てでは100~500トン程度となる。
完成したブロックはドックまたは船台上にクレーンで積み上げられ,このブロックどうしをさらに溶接で接続して船の形に組み立てていく。完成したブロックを初めて搭載する作業を起工といい,このときふつう起工式が行われる。
このように,船体を適当な大きさのいくつかのブロックに区分し,各ブロックをつくってからこれを順次積み上げて船体をつくっていく方法をブロック建造法といい,現在の大型船はすべてこの方法で建造されている。ブロック建造法が可能となったのは溶接技術の進歩に負うところが大であり,従来の,船台において部材をリベットで接合していく方法に比べ,地上での作業の割合が多いため,作業の安全性や品質,工作精度,工期の短縮などに利点が多い。また艤装についても,ブロックの建造時に取り付けてしまう先行艤装が積極的に採用されている。
進水から引渡しまで
船体の形ができ上がると船を海に浮かべる進水作業が行われ,このとき命名式と進水式が盛大に行われる(ただし,ドックで建造した場合はドックに注水して船を浮上させるので,本来の進水式はない)。進水した船は艤装岸壁へ曳航ののち係留され,主機をはじめ,あらゆる機器,金物がクレーンで積み込まれ船内で取り付けられ,調整されていく。艤装品はなるべく工場内で組み立て,まとめて搭載する方法がとられている。完成が近づくと各装置や機械ごとに試験が実施され,最後に造船所の手で海上試運転が2回行われる。この試運転で速力,運動性能,機関性能などが数日間にわたってテストされ,契約した性能を満足したことが確認される。全部の検査が終了すると各種の証明書が船主へ渡され,航海に必要な機材の積込みが行われる。こうして起工後7~9ヵ月で引渡日を迎え引渡式で船主に船が渡されて,全造船工程が終わる。
→艤装 →進水
造船所
船の建造や修理を行う工場のことを造船所という。造船所の立地条件としては,海や川に面していること,資材の運搬や船の出入りに便利な波静かで水深のある水面が得られること,重い船を引き上げて支えるための堅固な地盤と広い場所をもつことなどがあげられる。日本では,山を背にして深い入江をもつ長崎,相生,浦賀,大きな港や軍港に近く,修理にも便利な神戸,横浜,呉,佐世保などの地には早くから造船所が設けられたが,このほか,有明,津,知多,千葉,坂出のように海を埋め立てて,近代的設備を備えてつくった新しい造船所も多い。位置的には関東以西の西日本の太平洋岸および瀬戸内に多い。
造船所の配置は,膨大な資材と巨大ブロックが工程に従って移動するとき,互いの流れをじゃますることなく,しかも最短移動距離になるよう考慮してあり,通常は鋼材置場からドックあるいは船台までU,L,またはI型になるよう配置されている。下地処理工場,現図場,加工工場,組立工場,屋外組立場およびドックまたは船台までを船殻工場と総称し,最近はブロック塗装のための塗装工場が組立工場近くに配置されることが多い。船台はその上で船を建造あるいは修理する場所であり,ふつう水面と直角に設けられ,進水時には船を安全な速度ですべりおろせるような適当な傾斜がつけられている。艤装品は社外の専門工場でつくられるものが大部分なので,艤装工場は組立てを主とする甲板,居住区,機関,電気などの各艤装工場と管加工工場,塗装めっき工場,それに艤装岸壁,ドックからなっており,それぞれの工場は艤装岸壁近くに配置される。一般には以上の施設を造船所というが,大きな造船所では機関,ボイラー,大型鋳鍛品,大型艤装品などをつくる造機工場が隣接して設けられることがある。この造機工場では自社造船工場用の機関などのほか,よその造船所用のものも製作するのがふつうで,広い意味ではこの造機工場まで含めて造船所ということもある。
造船所には新造船を主体とするもの,修理工事を主とするもの,両方を同じようにするものがあり,最後のものがもっとも多いが,近年の建造量縮小により,修理専用造船所も増えてきている。修理工場としての特別な設備をもつことは少なく,ドックや艤装岸壁などを新造船と共用しているのがふつうである。また最近では石油掘削プラットホームなどの海洋構造物の建造も行う造船所が増加しつつあり,これらは従来の造船用施設を活用し,必要に応じて海洋構造物専用工場や設備を追加している。
造船所には以上の施設に加え,船型や構造の実験や研究を行う研究設備,設計,業務,管理などのための事務所,材料保管のための屋外材料置場と倉庫,電力,ガス,空気などを供給する動力設備,病院や社員の福祉厚生設備などが併設されている。
→造船業 →ドック
執筆者:坂本 和哉
出典 株式会社平凡社「改訂新版 世界大百科事典」改訂新版 世界大百科事典について 情報
百科事典マイペディア 「造船」の意味・わかりやすい解説
造船【ぞうせん】
出典 株式会社平凡社百科事典マイペディアについて 情報
ブリタニカ国際大百科事典 小項目事典 「造船」の意味・わかりやすい解説
造船
ぞうせん
shipbuilding
出典 ブリタニカ国際大百科事典 小項目事典ブリタニカ国際大百科事典 小項目事典について 情報
今日のキーワード
焦土作戦
敵対的買収に対する防衛策のひとつ。買収対象となった企業が、重要な資産や事業部門を手放し、買収者にとっての成果を事前に減じ、魅力を失わせる方法である。侵入してきた外敵に武器や食料を与えないように、事前に...
お知らせ
4/12 日本大百科全書(ニッポニカ)を更新
4/12 デジタル大辞泉を更新
4/12 デジタル大辞泉プラスを更新
3/11 日本大百科全書(ニッポニカ)を更新
2/13 日本大百科全書(ニッポニカ)を更新