天然繊維や化学繊維で作られたステープルファイバー(短繊維)など比較的短い繊維の集合体を解きほぐし,連続したひも状のスライバー(撚り(より)をかけない繊維束で,日本では篠(しの)と呼ばれる)を作った後,これを引き伸ばして細くし,撚りをかけて糸を作る一連の作業。昔は真綿その他の繊維塊から指先で繊維を引き出し,これに撚りをかけて糸を作ることを〈紡ぐ〉といい,麻,カラムシ(チョマ)などを細く裂いてつなぎ,撚り合わせることを〈績む(うむ)〉といった。長野県には麻績(おみ)という地名もある。繊維の特徴に応じて各種の紡績法が考案されているが,次のような分類法がある。
(1)繊維の長さによる分類 (a)短繊維紡績(繊維長約50mm以下),(b)長繊維紡績(繊維長約50mm以上)。
(2)原料による分類 (a)綿糸紡績および落綿紡績,(b)毛糸紡績(梳毛(そもう)紡績,紡毛紡績),(c)絹糸紡績(長綿紡績,短綿紡績,紬糸(ちゆうし)紡績),(d)麻糸紡績(亜麻紡績,ラミー紡績ほか各種),(e)化学繊維の紡績(綿紡式,毛紡式,トウ紡績,直紡式)。
紡績法における短繊維,長繊維の区別は明確でなく,綿と同様な紡績法をとる場合は短繊維紡績,梳毛と同様な場合は長繊維紡績である。絹の短綿紡績の場合には70mm程度の繊維も含まれる。紡績工程で短繊維の除去といえば,平均より非常に短い繊維を除去することである。一方,糸には紡績糸と非常に長い繊維を引きそろえたフィラメント糸とがあるが,フィラメント糸で作った織物を長繊維織物といい,紡績糸で作った織物はすべて短繊維織物という。この場合の長繊維はフィラメント糸をさす。なおフィラメント糸を作る製糸(絹),紡糸(化学繊維)などは紡績に含まれない。
紡績の主要操作
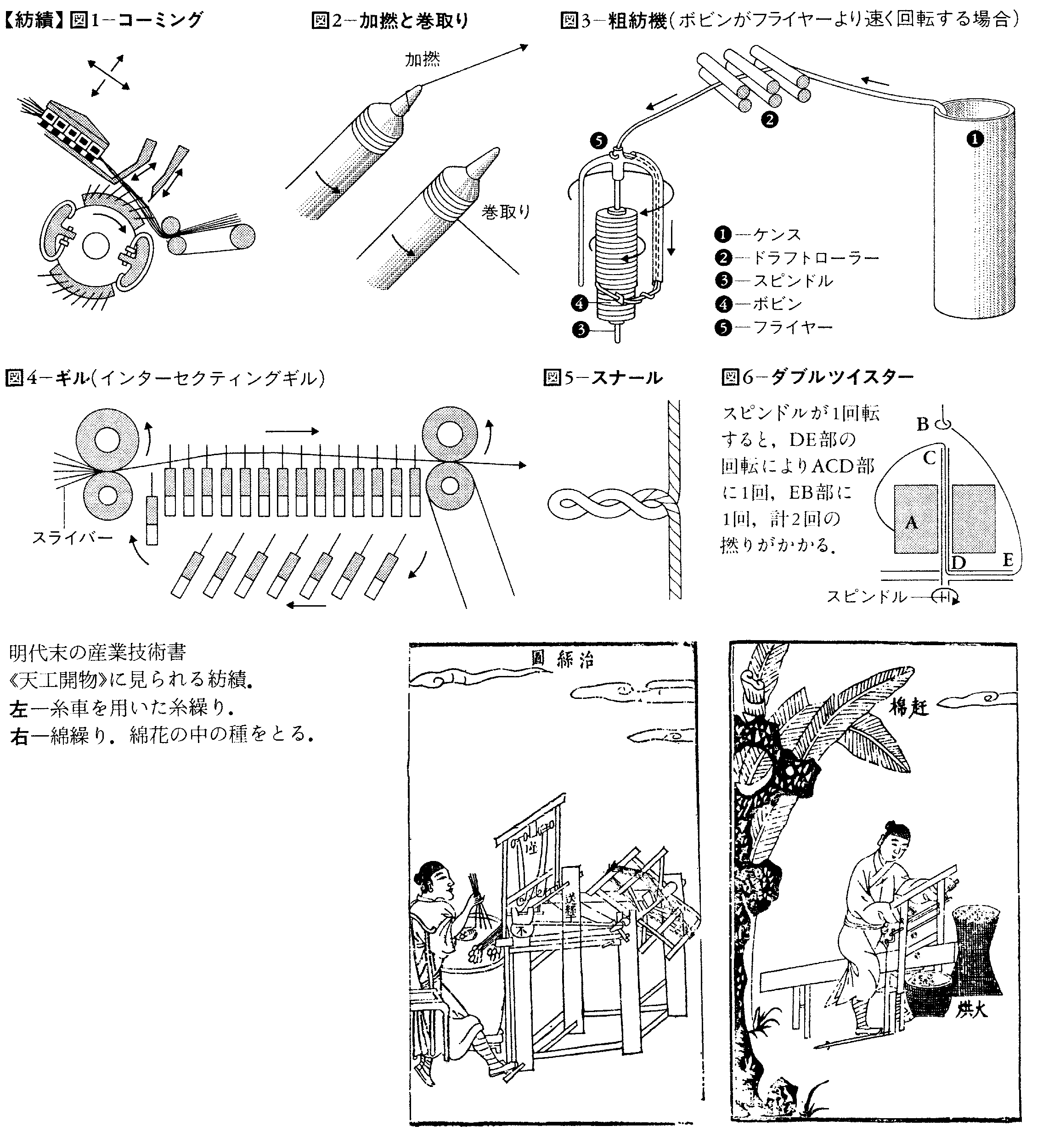
現在の紡績における主要な操作には次のようなものがある。(1)不純物の除去 夾雑(きようざつ)物,塵埃(じんあい)の除去。羊毛では土砂,汗,油脂分など付着物の洗浄,(2)開繊 引き裂く,打つ,くしけずるなどの手段を用いて繊維の乱雑な集合体を解きほぐす。不純物の除去も兼ねる。(3)カーディングcarding(梳綿) 繊維を鋸歯状のメタリックワイヤを巻きつけた大きなシリンダー表面に乗せ,その上にセットされたローラー表面の鋸歯状の刃先,またはキャタピラー状に連結された板に固定した針布の針先との間でくしけずり,繊維1本1本に分離しながら平行に伸ばす。シリンダー表面に浮いた短繊維は上方の歯先に移り,雑物も遠心力で上方に移りやすい(〈カード〉の項参照)。(4)製条 ひも状の連続したスライバーを作る。(5)コーミングcombing(精梳綿) くしで髪をすくように針で繊維をくしけずって平行に伸ばし,短繊維,ネップnep(繊維の小さな塊),雑物を取り去る(図1)。スライバー中に短繊維が残っていると,後のドラフト工程でむらを生じやすく,ネップ,雑物の存在は糸の品質を低下させるからである。(6)ダブリングdoubling スライバーを均整にするため多数のスライバーをいっしょにして引き伸ばし,元の太さと同程度のスライバーを作るが,多数のスライバーをいっしょにすることをダブリングという。(7)ドラフトdraft スライバーその他の繊維束を上下1対のローラーの間,その他の方法で引き伸ばして細くすること。初めのローラー表面速度(供給繊維の速度)をv1,最後のローラー表面速度(出口での繊維速度)をv2としたとき,v2/v1をドラフト比または単にドラフトと呼ぶ。このドラフト過程は繊維先端の湾曲(フック)を取り去ってまっすぐにし,繊維を平行化する作用がある。(8)加撚(かねん) スライバーに撚りをかけ,繊維間の圧力を増して摩擦力を大きくし,粗糸または糸の強度を高める。(9)収納,巻取り,搬送 後の工程ほどスライバーは細くなり,非常に高速にしないと工程の連続化はできないので,後の工程では粗糸などの処理本数を多くして能率を上げている。したがって次の工程に移しやすく,また出荷しやすいようにスライバーを一時収納し,粗糸および糸を巻き取る。これらの中間製品を次の工程にかけるための搬送も重要な操作で,省力化,自動化が進められている。従来は糸を巻くボビン(糸巻き)の交換回数を減らし,巻返しの際に結び目が少なくなるようにボビンを大きくすること(ラージパッケージ化)が行われたが,最近では結び目を作らないで糸をつなぐ方法が考案されたこともあって,自動化しやすい大きさでよいとの考え方も生まれている。(10)異種原料の混合 一般に合成繊維は吸湿性が少ないので,これを補うために天然繊維を混ぜ,逆に天然繊維は洗濯により型くずれしやすいので,これを防ぐために合成繊維を混ぜて糸を作る。綿では種類により品質が異なり,買付時期が異なるといくぶん異なった原綿を購入せざるをえない場合もある。したがって初めから各種原綿を混合してつねに一定の品質を保つようにし,価格も種類によって異なるので,安い原料を混合して,しかも良質の糸を作ることが技術者にとって重要な課題となる。羊毛では各種の色に染めた繊維を混合して糸を作ることが,深みのある色を出すのに必要だとされている。一般に天然繊維と化学繊維,ポリエステルとレーヨンなど異種繊維を混ぜて紡績することを混紡と呼び,産地,格付けの異なる原綿を混ぜることを混綿と呼ぶ。(11)ほかに風綿(風で舞い積もった繊維)の除去,温湿度制御などの補助的操作もある。
紡績の基本的工程
(1)原料準備工程 綿では収穫した実綿から綿実(種子)を分離(繰綿)して綿繊維を集め,羊毛では羊の体から毛を刈り取り,それぞれ圧縮梱包(こんぽう)して出荷する。しかしこの工程は紡績には含めないようで,紡績はこれらの原料(原綿,原毛など)の買付けから始まる。原綿は梱包を解いてそのまま使用するが,毛,くず絹,麻などではふつう用途に従って原料を選別し,毛では洗浄,絹では精練を行う。(2)開繊工程 綿では混綿と雑物の除去とを兼ねて混打綿工程で開繊が行われる。原毛は原綿のようには固まっていないので,打つ,はたくなどの操作は行わず,次のカーディングを十分に行う。(3)製条工程 カーディングなどの方法で繊維1本1本に分離し,スライバーを作る工程。(4)コーミング工程 綿では高級糸を作る場合にこの工程にかける。梳毛紡績ではすべてこの工程にかけるが,紡毛では行わない。(5)前紡工程 ダブリングおよびドラフトを繰り返してスライバーを均整にし,かつ細くして粗糸(ロービング)を作る工程(綿紡では練条,粗紡工程)。(6)精紡工程 精紡機でスライバーまたは粗糸をドラフトし,撚りをかけて糸を作る工程。加撚方法の異なる各種の方法があり,次のように分類される。(a)実撚法 リング,フライヤー,ポット,ミュール,オープンエンド(ローター式,吸着フリクション式その他),(b)仮撚法 結束法,交互撚糸法,(c)無撚法 糊着(こちやく)法,融着法,インターレース。
リング精紡機では木管をスピンドル(錘)にさし込み,スピンドルの回転によって加撚,巻取りを行うが(図2),糸の生産量はほぼこのスピンドルの数(錘数)によって決まるので,紡績工場の規模はこのスピンドルの数(錘数)で表す。(7)仕上工程 糸を出荷しやすい形に巻き返したり,用途に応じて合糸,撚糸,糸の毛羽焼きなどを行う。
紡績方法の発展
初めは植物のつる,獣皮などを身につけていた人類は,前5000年ころには樹皮を引き裂いて編むことを覚え,むしろ(莚)状のものを作るようになった。なかには撚られているものもあり,やがて植物から繊維を取り出し,獣毛を刈り取って糸を作り,織物を作るようになった。これは原始機の考案と相呼応している。発見されている織物では麻,絹が古い。
原始的紡績
初めは道具を用いず,手あるいは手と体の他の部分との間で繊維塊から引き出した繊維束を回転して撚りをかけ,糸を作ったに違いない。おそらく紡いだ糸を棒に巻くようになって,この棒(紡錘(つむ))を回転して撚りをかけることを考え,紡錘車を使用するようになったと思われる。紡錘車はこまの軸を長くしたようなもので,棒にはずみ車をつけてある。西アジア,エジプトでは前4000~前3000年ころの紡錘車が発見されている。糸を作るには繊維束をなんらかの方法でこの棒に固定し,引き伸ばしながら回転して撚りをかける。次にできた糸を棒に巻き取り,以後これを繰り返せばよいが,あらかじめ手で軽く撚りをかけて粗糸を作っておく方法,原料をよくくしけずって房状とし,これから直接紡錘車で糸を作る方法などがある。紡錘の回転方法は,(1)地面で転がす,(2)地面に斜めにさし,上部をくぼみのついた石などの上に置き回転する,(3)繊維束につるして回転する,などさまざまである。
紡車による紡績
紡車はインドで発明され,中世にはヨーロッパにも普及したとみられている。(1)古い紡車 紡錘の軸と比較的大きな滑車との間にひもを掛け,滑車を手で回して紡錘を回転させるもので,糸を作る原理は紡錘車と同じである。紡錘の軸方向に糸を引っ張りながら撚りをかけた後,糸を軸と直角にして巻き取る。(2)フライヤー付紡車 1480年ころ描かれた図(中世の家事の書)その他でみられるもので,加撚原理は現在のフライヤー精紡機と同じである。サクソニー紡車では足踏みで滑車を回転する。粗糸を中空の紡錘の先端に入れて穴から外に出し,フライヤーの腕につけられたピン(突起)を経てボビンに巻き取る。ボビンを回転し,フライヤーは糸に引っ張られて回転するものと,ボビンとフライヤーを独立に回転させるもの(2本ひも)とがある。フライヤーの回転で撚りがかかり,ボビンとフライヤーの回転数の差で糸は巻き取られる。この方法は16~18世紀まで広く用いられた。またこの紡車とは逆方向に糸を移動させる現在のイタリア撚糸機に似た絹用の撚糸機も14~15世紀の文書やスケッチにみられる。なお羊毛紡績の準備工程では,23cm×15cm程度の板に多数の針をつけた梳毛具(ハンドカード),くし,弓の弦(弦の振動により繊維を分離)などが用いられた。くしは現在の梳毛風,弓の弦は紡毛風の糸を作った。
産業革命前後の紡績
1700年代,産業革命前夜のヨーロッパでは手工道具に依存する工場システムができ,繊維産業の繁栄は国力の基礎であった。33年J.ケイが発明した織機の飛杼(とびひ)装置は緯糸(よこいと)を打ち込む能率を飛躍的に増大させ,これが引金となり,紡績法の研究も活発に行われた。38年J.ワイアットが考案したローラードラフトに関する特許をL.ポールが取得し,64年にはJ.ハーグリーブズがフライヤーのない紡車を改良し,多くの紡錘を1人で操作できるジェニー機を発明した。この機械は手動式で,粗糸把持部を後退させて粗糸を引き伸ばしながら撚りをかけるもので,当時の労働者が失業を恐れて発明者を迫害したことでも有名である。しかし経糸(たていと)用綿糸には不向きであった。R.アークライトは69年,ワイアットのローラードラフトとフライヤー付紡車とを組み合わせ,水力で自動的に紡績できる水力紡績機を発明した。この機械の原理は今日のフライヤー精紡機と同じで,生産性が高く,経糸用綿糸にも適していた。また1748年,ポールおよびボーンD.Bournはそれぞれカードに類する装置を発明している。79年S.クロンプトンはジェニー機を改良し,ローラードラフトも取り入れた機械を発明し,両者の合の子という意味でミュール(ラバ)と名づけた。このミュール精紡機では1台の紡錘の数は飛躍的に増大し,糸の品質も向上した。ミュールは1825年R.ロバーツによって自動化され,また蒸気機関も導入され,都市での機械による工場を出現させた。このほか,1775-85年R.アークライトはカード,練条機,粗紡機を考案し,97年にはスノドグラスN.Snodgrassが打綿機を発明した。1828-32年アメリカでキャップ精紡機,リング精紡機が発明され,各種機械の改良が重ねられて,19世紀半ばにはほぼ今日の紡績機械の原型ができ上がった。
20世紀の紡績
おもにアメリカで高速化,自動化,ラージパッケージ化が進められたが,化学繊維用の独特な機械以外には原理的に新しいものは生まれなかった。しかし1967年チェコで新しい加撚方式のオープンエンド精紡機(空気精紡機)が開発され,以後,結束紡績その他の革新的な紡績法が開発されている。
日本では江戸末期から明治にかけておもにイギリスの技術を移植し,第2次大戦後はアメリカから高速化,省力化された技術を導入し,ともに一大発展を遂げた。最近ではエレクトロニクスなど周辺技術の進歩に支えられ,日本独自の技術による連続化,中間製品搬送の自動化が進められ,かつ品質の向上も進み,発展途上国の追上げに対処している。
執筆者:近田 淳雄
中国の近代以前の紡績
繊維材料に手を加え,糸にし,それに撚りをかけることを意味する紡績の語は古くからあり,たとえば《漢書》には〈男子力耕,……女子紡績……〉とある。中国における材料として,絹,葛,麻,木綿,毛などがあげられよう。そのうち生糸にする技術は古くから発達したものである。
繭から生糸をとるにはまず,釜,鍋で水を沸騰させ,膠質を取り除くため繭を煮立てる。つぎに箸などを用いて,釜,鍋の水面をかきまぜ,その先端に糸口をつりあげ,数本をまとめて一筋の生糸をつくる。繭から糸を取るのに,明代末の《天工開物》には糸車がみえる。この器械では繭から出た糸が大関車という大枠に繰られ,一方にたまらないくふうがなされている。なお,ほかの繊維と異なり,生糸は撚りをかけずに織ることができる。
高級衣料である絹織物に対して,葛・麻織物は一般的に用いられた。麻の紡績作業は《漢書》によると,冬季の農閑期に,村落内の一定の場所に婦女子が集まり,共同で行った。それはかなりの手間で,1月の期間を45日にひきのばした作業であった。麻糸にするには麻の皮をはぎとり,その繊維を細く裂いて,つなぎ合わせる。そして糸に撚りをかけて紡ぐ。撚りかけに,古くは紡錘を用いた。紡錘は中孔のある円形状の紡輪(紡錘車)と,その中央に突き抜ける紡軸とからなる,簡単な道具である。この道具ははずみをつけて回転させ,紡軸にぐるぐる糸を巻きつけながら撚ることができる。紡輪は新石器時代の遺跡から出土し,石器や土器製などがみられる。麻を紡ぐ作業はのちになり,紡車の導入によって能率のよいものとなった。元代には,1回に100斤も紡げる大紡車,足踏みによって5錘を同時に行う小紡車が使われていた。これは世界的に進んだ紡績技術を中国がもっていたことを示す事実である。
木綿は麻などにくらべ普及がおそく,綿の広く栽培されるようになったといわれている宋代以降のことである。その普及によって庶民の衣料は麻から木綿へと転化していった。その原因としては,麻より材料の収穫量が多く,紡績の能率が高いことがあげられる。その布は柔らかで,軽く,暖かであるため,広く一般に用いられるようになった。木綿糸は綿花からとる。《棉花図》によると,綿は春に種をまく。そして旧8月以降に日々,婦女子が綿花を摘みとる。綿は白色のものを上品とする。その綿花のなかに種が入っているため,綿繰器で取り去る。綿繰器はなかにある2本の軸の間に,綿花をはさみ込み,軸を作動させれば,綿と種とが分かれるようになっている。つぎに種をとった綿花を乾燥させ,それに弓をあて弦をはじいて打ちほぐす。衣服に入れる綿はこれを用いる。打った綿を糸にひくためには,竹箸に巻きつけ棒状にする。それをもって糸をひき出し,撚りをかけるのに紡車が用いられた。なお毛織物の太糸をつくるのには,やはり《天工開物》によると,鉛で錘をつくり,糸口の端につるし,両手でまわして撚りをかけた。
→絹織物 →綿織物
執筆者:芳井 敬郎
各種紡績法
綿糸紡績
原綿の品質は繊維の長さ,強さ,天然撚りの数,均整度,成熟度,色沢,夾雑物の量などで決められる。一般に綿繊維は長いものほど細く,細番手高級糸に使用される。海島綿,エジプト綿が非常に長く,スーダン綿,ペルー綿,アメリカエジプシャン綿も長いほうである。アメリカ綿種は50's(イギリス式番手を表す)以下の中番手,太番手に使用され,テキサス短毛筋綿,インド綿,パキスタン綿などは20's以下の太番手に使用される。次に綿紡績の各工程について説明する。(1)混打綿工程 使用する原綿の種類,混綿の割合を決め,買い付けた原綿の梱包を解いてとくに汚れた部分を取り去り,適度の水分を含ませる。1~2昼夜放置後,所定量の各種原綿を混打綿機にかけるが,各種原綿を適当に混合して供給するものから,所定の場所に各種原綿を置くだけで混綿,開繊が行われるものまで各種の方法がある。供給された原綿をスパイクで引き裂き,先端に引っかけて持ち上げ,あるいは空気流で輸送しながら,はたく,打つなどの操作で開繊し,夾雑物を払い落とす。繊維は重さに対する空気抵抗の割合が大きいので,重力,遠心力を利用して雑物を除き,空気流で繊維を輸送する。さらに混綿効果を高める装置も含めて数種の装置に連続的にかけられるが,各供給部では定量の繊維が供給されるようくふうされている。(2)カーディング工程 混打綿工程から空気流で送られてくる繊維には,まだ雑物も残っており,開繊も不十分であるので,フラットカード(梳綿機)でカーディングを行う。シリンダー表面でくしけずった繊維層を連続的にはぎ取り,細く絞ってスライバーを作った後,円筒状の容器(ケンス)に収納する。なおスライバーの太さが均一になるよう供給量を制御する。(3)コーミング工程 細い糸あるいは高級糸を作るとき,この工程にかける。スライバーを多数本並べてシート状のラップにした後,コーマー(精梳綿機)にかけてコーミングを行い,最後に1本のスライバーを作る。本工程を経て作られた糸をコーマー糸と呼ぶ。(4)練条工程 8本程度のスライバーを練条機に供給し,ダブリングおよびドラフトにより均整なスライバーを作ってケンスに収納する。通常2回行う。(5)粗紡工程 1本のスライバーをドラフトにより細くし,フライヤーで軽く撚りをかけながらボビンに巻き取る。ドラフトは5~13程度で,とくに細い高級糸を作る場合は2工程通すが,普通は単紡機1工程のみである(図3)。(6)精紡工程 粗糸またはスライバーをドラフトにより細くし,加撚して糸を作って巻き取る。通常,リング精紡機が用いられる。この機械で作った糸は品質が優れているが,糸を巻き取るボビンの回転を利用して加撚するため,加撚回転数に限度があり,生産速度に限界がある。ボビン回転数(スピンドル回転数)はふつう1万5000rpm程度で,最高2万rpmのものもある。所定量の糸を巻き取ったボビンは,自動停止後いっせいにオートドッファーで新しいボビンに交換され,巻返機に自動搬送される。オープンエンド精紡機では,加撚部の回転数は5万~6万rpmで,10万rpmも可能とされている。この装置ではドラフトも100を超えるので粗紡工程を省略し,スライバーを供給する。巻取部は加撚に関係がないのでチーズに巻き取る。しかし細番手には使用されず,期待されたほどには普及していない。なおリング精紡機では品質を重視し,ドラフトは約50以下にしている。(7)仕上工程 ボビンに巻かれている糸は所定の長さだけチーズに巻き返した後,箱詰にする。また必要に応じて合糸,撚糸,毛羽焼きなどを行う。(8)その他 かつてはCAS,NAS,TASなどの連続自動化紡績工程が試みられたが,最近ではカード,練条でラージパッケージ化,粗紡→精紡→巻返し各工程間の搬送の自動化が進められている。なお紡績工程で生じたくず綿,短繊維を原料とする〈落綿紡績〉もある。
毛糸紡績(羊毛紡績)
羊毛のほかカシミア,ラクダなどもこの方法で糸を作るが,原料の種類が多く,各種の方法がある。(1)梳毛紡績 梳毛糸を作る紡績で,細いメリノ羊毛はフランス式,太くて長い雑種羊毛はイギリス式で紡績されるが,各長所を取り入れた折衷式,工程を簡略化,高速化したアメリカ式もある。(a)選別および洗毛工程 まず原毛(フリース)を長さ,太さ,巻縮(けんしゆく)の程度によって選別しておき,目的にかなった原料を洗浄する。(b)カーディング工程 カーディングしやすいように油を散布(給油)した後,繊維が長いのでローラーカードで丹念にくしけずり,綿よりかなり太いスライバーを作る。(c)梳毛工程 各種ギルでダブリングとドラフトを繰り返し,かつコーマーにかけて繊維の開繊,平行化,短繊維や雑物の除去を行い,トップ(スライバーの一種)を作る(図4)。カード以後,これまでの工程をトップ工程ともいう。トップは売買の対象となり,しばらく貯蔵し,また染色することもある(トップ染)。給油した油は後の工程には不適当であり,変質を防ぐ意味もあって,コーマーの前または後でスライバーを再洗する。これには引き伸ばした繊維をセットする効果もある。イギリス式で,とくに繊維が長い場合にはカードの代りにプリペアラーでスライバーを作る。またイギリス式では再洗後給油するのでオイルトップとなり,フランス式ではドライトップとなる。フランス式といってもアメリカ式を取り入れている場合が多い。(d)前紡工程 各種ギルによりダブリング,ドラフトを繰り返し,むらを少なくしながらトップを細くする。最後に細くなったスライバーから粗糸(ロービング)を作る。このとき繊維が細いフランス式では繊維束を直角方向にもんで集束し,繊維が太いイギリス式では軽く撚りをかける。(e)精紡工程 フランス式ではリング精紡機が用いられ,高級糸の一部にミュール精紡機が用いられている。イギリス式ではリングおよびキャップ精紡機のほか,雑種羊毛,モヘアなど特殊な糸ではフライヤー精紡機が用いられる。(2)紡毛紡績(ぼうもうぼうせき) 太番手の紡毛糸を作る紡績で,いろいろな原料を混ぜる場合が多い。原料を洗浄した後,植物性の夾雑物を炭化して除去したり,糸くず,ぼろなども必要に応じて炭化,反毛(開繊)した後,各種原料を調合(混毛,給油,開毛)し,ローラーカードにかける。ふつう3回シリンダーを通すが,中間のウェブ(膜状の繊維層)供給方法をくふうして混毛効果を高め,ローラー(ペラルタ)で雑物を破砕して除去しやすくしている。紡毛では繊維の開繊,混毛が主目的で,平行化の必要性は少ない。糸は太く,織物にした後,縮絨(しゆくじゆう)させ,毛布,オーバー地などを作るからである。したがってカードで作ったウェブをコンデンサーで分割して粗糸を作る。粗糸はむらが多いので加撚ドラフトを行うミュールで糸を作るが,最近ではドラフト部に加撚機構を組み込むなどしてリング精紡機もよく使用される。撚りは細いところにかかりやすいので太いところがより伸ばされて均一化されるからである。
化学繊維の紡績
(1)綿紡および毛紡式 化学繊維のステープルファイバー(短繊維)では,目的あるいは繊維長に応じて綿紡式,毛紡式を簡略化した方法で紡績する。天然繊維との混紡は,綿では練条工程,梳毛では前紡工程で行われる場合が多い。(2)トウ紡績 非常に長い多数のフィラメントからなる太い繊維束をトウと呼ぶ。トウをローラー間でドラフトして構成フィラメントをランダムに切断した後,巻縮加工し,スライバーを作る。この装置にはパーロック式(トウリアクター)とターボステープラーとがある。ドラフトにより切断するため,後の工程での収縮率が大きく注意を要するが,かさ高糸を作るには都合がよい。このほか,パシフィックコンバーター方式もある。スライバーは梳毛紡績の前紡と同様な方法で粗糸となり,ついで糸となる。また細いトウをドラフトで切断し,直ちに糸にしてしまう直紡式もある。以上のほか,フィルムを強く延伸してフィブリル状に分裂させ,これに撚りをかけて糸(スプリットヤーン)を作ることもできる。
絹糸紡績
養蚕,製糸で生じた絹くずから糸を作る紡績。長い良質の原料を用いる長綿紡績,長綿紡で生じた絹くず,中級原料を用いる短綿紡績,長・短綿紡で生じた絹くずなど,下等原料を用いる紬糸紡績などがある。
(1)長綿紡績 まず精練でセリシン(絹糸を構成するタンパク質)を適当に落とし,洗浄して精乾綿を作り,打繭機,開絹機などで開繊する。次に切綿機で房状の繊維束を作り,円型梳綿機でくしけずる。この繊維束を精綿と呼ぶ。ついで延展機で帯状のラップ(展綿)とし,製条機で連続したスライバーを作る(スライバーの代りに副蚕糸から絹紡糸を作るときの中間製品であるペニーを作り,売買することもある)。スライバーは前紡工程を経てリング精紡機で糸になる。(2)短綿紡績 繊維長の短い精綿などを用い,ローラーカードでスライバーを作る。後は長綿紡に準ずる。なお紬(つむぎ)用の糸は,本来は手で紡ぐが,機械で作られる場合が多く,ガラ紡方式も用いられている。
麻糸紡績
(1)亜麻紡績 浸漬,破茎,打麻(ムーラン)などの製線作業を経た正線をハックリング(櫛梳(せつそ))機でくしけずって長線(ライン)とし,続線機でスライバーを作る。以後,前紡工程を経てフライヤー精紡機で糸となるが,ドラフトする前に湯の中を通す場合が多い(湿式法)。(2)ラミー紡績 精練,漂白した後,絹紡に似た方法で紡績する。最近では麻はポリエステル繊維と混紡されることが多い。
撚糸
糸に撚りをかけること,および撚られた糸のことを撚糸という。撚糸には強撚糸,中撚糸,弱撚糸などがあり,弱撚糸は甘撚り糸ともいう。しかし粗紡機や精紡機で撚りをかけるときは撚糸とはいわず,加撚という。撚糸では複数の糸を引きそろえて撚り合わせ,双糸(二子糸(ふたこいと)),三子糸(みこいと)などを作る。1本の繊維束を加撚して作った糸を単糸という。双糸の場合,片方の糸の張力,供給量を変えて加撚し,あるいは太さの異なる糸を撚り合わせると片方の糸に巻きつくような形で撚りがかかり,飾糸を作ることができる。最近では合成繊維のフィラメント糸に撚りをかけてセットし,これを解撚してかさ高加工糸などを作るが,この仕事も撚糸業者が行っている。
撚糸の意義
短繊維からなるスライバーに撚りをかけて糸を作ることは一大発明であった。しかし,細長いひもに強い撚りをかけた後,その端を解放すると撚りは戻りやすく,端をつかんで縮ませるとスナール(図5参照)が生じ,撚りは安定していない。同方向に撚りをかけた単糸2本を引きそろえ,単糸の撚りとは逆方向に撚りをかけると,単糸の撚りは減少するが,残っている撚りが戻ろうとする力は2本の単糸を絡ませる力となって安定し,スナールも発生しなくなる。こうして強く,かつ適度のしなやかさをもった糸を作ることができる。また細い繊維を束ねて糸を作ることには次のような意味もある。糸と同程度の太さをもつ1本の繊維で糸の代りをさせようとしても曲げにくく,衣料用繊維としては肌への刺激が強く,ごわごわして使いものにならない。一方,細い繊維のままでは弱く非常に扱いにくい。これを解決する方法が細い繊維を束ねて撚りをかけることであった。あまり撚りが強くなければ糸内部で繊維は動くことができ,しなやかさを保つことができる。一方,ちりめん(縮緬)は強撚糸の撚りが戻ろうとする力を利用して作る。
撚糸機
原糸(撚りをかけようとする糸)を巻いたボビンを軸のまわりに高速で回転して撚りをかけ,撚られた糸を比較的低速で巻き取る方法と,低速でボビンから引き出した原糸を高速で回転するボビンに撚りをかけながら巻き取る方法とがある。高速で回転するボビンはいずれも下方にあり,前者は糸が下から上に移動するのでアップツイスティング,後者は逆になるのでダウンツイスティングという。後者の加撚原理はリング精紡機と同じである。また上昇式ではイタリア撚糸機が最もポピュラーであるが,原糸をフランジボビンに巻き返しておく必要があり,これを改良したものにパーン給糸アップツイスターがある。最近ではスピンドル1回転で撚りを2回かけるダブルツイスターがかなり普及している(図6)。
執筆者:近田 淳雄

 するも、糧
するも、糧 (りやうじやう)(食糧)に足らず。女子は紡績するも、衣
(りやうじやう)(食糧)に足らず。女子は紡績するも、衣 に足らず。~
に足らず。~
 愁怨し、
愁怨し、 に用(もつ)て潰
に用(もつ)て潰 (くわいはん)す(ばらばらとなり、そむく)。
(くわいはん)す(ばらばらとなり、そむく)。